آٹوموٹو الیکٹرانکس اور پاور کمیونیکیشن ماڈیولز کی تیز رفتار ترقی کے ساتھ، 12oz اور اس سے اوپر کے انتہائی موٹے تانبے کے فوائل سرکٹ بورڈز بتدریج وسیع مارکیٹ کے امکانات کے ساتھ ایک قسم کے خصوصی پی سی بی بورڈ بن گئے ہیں، جس نے زیادہ سے زیادہ مینوفیکچررز کی توجہ مبذول کرائی ہے۔کی وسیع درخواست کے ساتھ
پرنٹ شدہ سرکٹ بورڈز الیکٹرانک میدان میں، سامان کی فعال ضروریات زیادہ سے زیادہ ہو رہی ہیں.پرنٹ شدہ سرکٹ بورڈز نہ صرف الیکٹرانک پرزوں کے لیے ضروری برقی کنکشن اور مکینیکل سپورٹ فراہم کریں گے، بلکہ بتدریج مزید دیا جائے گا اضافی فنکشنز کے ساتھ، انتہائی موٹے تانبے کے ورق کے طباعت شدہ بورڈز جو بجلی کے ذرائع کو مربوط کر سکتے ہیں، اعلی کرنٹ اور اعلی وشوسنییتا فراہم کر سکتے ہیں آہستہ آہستہ مقبول ہو گئے ہیں۔ پی سی بی انڈسٹری کی تیار کردہ مصنوعات اور وسیع امکانات ہیں۔
اس وقت، صنعت میں تحقیق اور ترقی کے اہلکاروں نے کامیابی کے ساتھ ایک تیار کیا ہے دو طرفہ طباعت شدہ سرکٹ بورڈ الیکٹروپلیٹڈ کاپر سنکنگ + ایک سے زیادہ سولڈر ماسک پرنٹنگ اسسٹنس کو یکے بعد دیگرے گاڑھا کرنے کے تہہ دار طریقہ کے ذریعے 10 اوز کی تیار تانبے کی موٹائی کے ساتھ۔تاہم، انتہائی موٹے تانبے کی پیداوار کے بارے میں کچھ اطلاعات ہیں۔ ملٹی لیئر پرنٹ شدہ بورڈز 12oz اور اس سے اوپر کی تیار شدہ تانبے کی موٹائی کے ساتھ؛یہ مضمون بنیادی طور پر 12oz الٹرا موٹی کاپر ملٹی لیئر پرنٹ شدہ بورڈز کی تیاری کے عمل کے فزیبلٹی اسٹڈی پر مرکوز ہے۔موٹا کاپر مرحلہ وار کنٹرول ڈیپ ایچنگ ٹیکنالوجی + بلٹ اپ لیمینیشن ٹیکنالوجی، 12 اوز الٹرا تھک کاپر ملٹی لیئر پرنٹ شدہ بورڈز کی پروسیسنگ اور پیداوار کو مؤثر طریقے سے سمجھتا ہے۔
بنانے کا عمل
2.1 اسٹیک اپ ڈیزائن
یہ 4 پرت ہے، بیرونی/اندرونی کوپر کی موٹائی 12 اوز، منٹ چوڑائی/جگہ 20/20 ملی، نیچے کی طرح اسٹیک اپ کریں:

2.1 پروسیسنگ کی مشکلات کا تجزیہ
❶ انتہائی موٹی تانبے کی اینچنگ ٹیکنالوجی (تانبے کا ورق انتہائی موٹا ہوتا ہے، اسے کھینچنا مشکل): 12OZ کاپر فوائل کا خصوصی مواد خریدیں، انتہائی موٹے تانبے کے سرکٹس کی اینچنگ کو محسوس کرنے کے لیے مثبت اور منفی کنٹرول شدہ گہری اینچنگ ٹیکنالوجی کو اپنایں۔
❷ الٹرا تھیک کاپر لیمینیشن ٹیکنالوجی: ویکیوم پریسنگ اور فلنگ کے ذریعے سنگل سائیڈڈ سرکٹ کنٹرول ڈیپ ایچنگ کی ٹیکنالوجی کو دبانے کی دشواری کو مؤثر طریقے سے کم کرنے کے لیے استعمال کیا جاتا ہے۔ایک ہی وقت میں، یہ انتہائی موٹے تانبے کے ٹکڑے کے مسئلے کو حل کرنے کے لیے سلیکون پیڈ + ایپوکسی پیڈ کو دبانے میں مدد کرتا ہے، تکنیکی مسائل جیسے سفید دھبے اور لیمینیشن۔
❸ لائنوں کی ایک ہی پرت کی دو سیدھوں کا درست کنٹرول: لیمینیشن کے بعد توسیع اور سکڑاؤ کی پیمائش، لائن کی توسیع اور سنکچن کا معاوضہ؛ایک ہی وقت میں، لائن پروڈکشن LDI لیزر ڈائریکٹ امیجنگ کا استعمال کرتی ہے تاکہ دو گرافکس کی اوورلیپ درستگی کو یقینی بنایا جا سکے۔
❹ انتہائی موٹی تانبے کی ڈرلنگ ٹیکنالوجی: اچھی ڈرلنگ کے معیار کو یقینی بنانے کے لیے گردش کی رفتار، فیڈ اسپیڈ، ریٹریٹ اسپیڈ، ڈرل لائف وغیرہ کو بہتر بنا کر۔
2.3 عمل کا بہاؤ (مثال کے طور پر 4 پرت والے بورڈ کو لیں)

2.4 عمل
انتہائی موٹی تانبے کے ورق کی وجہ سے، صنعت میں کوئی 12oz موٹا کاپر کور بورڈ نہیں ہے۔اگر کور بورڈ کو براہ راست 12 اوز تک موٹا کیا جاتا ہے، تو سرکٹ اینچنگ بہت مشکل ہے، اور ایچنگ کے معیار کی ضمانت دینا مشکل ہے۔ایک ہی وقت میں، ایک بار مولڈنگ کے بعد سرکٹ کو دبانے کی دشواری بھی بہت بڑھ گئی ہے.، ایک بڑی تکنیکی رکاوٹ کا سامنا ہے۔
مندرجہ بالا مسائل کو حل کرنے کے لیے، اس انتہائی موٹی تانبے کی پروسیسنگ میں، ساختی ڈیزائن کے دوران خصوصی 12oz کاپر فوائل مواد براہ راست خریدا جاتا ہے۔سرکٹ قدم بہ قدم کنٹرول شدہ گہری اینچنگ ٹیکنالوجی کو اپناتا ہے، یعنی، تانبے کے ورق کو پہلے الٹی طرف 1/2 موٹائی کی کھدی ہوئی ہے سرکٹ پیٹرن.قدم بہ قدم اینچنگ کی وجہ سے، اینچنگ کی دشواری بہت کم ہوجاتی ہے، اور دبانے کی دشواری بھی کم ہوجاتی ہے۔
❶ لائن فائل ڈیزائن
سرکٹ کی ہر پرت کے لیے فائلوں کے دو سیٹ بنائے گئے ہیں۔پہلی منفی فائل کو آئینہ لگانے کی ضرورت ہے تاکہ اس بات کو یقینی بنایا جا سکے کہ فارورڈ/ریورس کنٹرول ڈیپ اینچنگ کے دوران سرکٹ اسی پوزیشن میں ہے، اور کوئی غلط ترتیب نہیں ہوگی۔
❷ سرکٹ گرافکس کی ڈیپ اینچنگ کو ریورس کنٹرول کریں۔

❸ سیکنڈری سرکٹ گرافکس الائنمنٹ درستگی کنٹرول
دو لائنوں کے اتفاق کو یقینی بنانے کے لیے، پہلی لیمینیشن کے بعد توسیع اور سکڑاؤ کی قدر کی پیمائش کی جانی چاہیے، اور لائن کی توسیع اور سنکچن کے معاوضے کو ایڈجسٹ کیا جانا چاہیے۔عین اسی وقت پر،
LDI لیزر امیجنگ کی خودکار سیدھ مؤثر طریقے سے سیدھ کی درستگی کو بہتر بناتی ہے۔اصلاح کے بعد، صف بندی کی درستگی کو 25um کے اندر کنٹرول کیا جا سکتا ہے۔

❹ سپر موٹی کاپر اینچنگ کوالٹی کنٹرول
انتہائی موٹے تانبے کے سرکٹس کی ایچنگ کے معیار کو بہتر بنانے کے لیے، تقابلی جانچ کے لیے الکلائن اینچنگ اور ایسڈ اینچنگ کے دو طریقے استعمال کیے گئے۔تصدیق کے بعد، تیزاب سے بنے ہوئے سرکٹ میں چھوٹے بررز اور زیادہ لائن چوڑائی کی درستگی ہوتی ہے، جو انتہائی موٹے تانبے کی اینچنگ کی ضروریات کو پورا کر سکتی ہے۔اثر ٹیبل 1 میں دکھایا گیا ہے۔

مرحلہ وار کنٹرول ڈیپ اینچنگ کے فوائد کے ساتھ، اگرچہ لیمینیشن کی دشواری بہت کم ہو گئی ہے، اگر لیمینیشن کے لیے روایتی طریقہ استعمال کیا جائے، تب بھی اسے بہت سے مسائل کا سامنا کرنا پڑتا ہے، اور لیمینیشن جیسے پوشیدہ معیار کے مسائل پیدا کرنا آسان ہے۔ سفید دھبے اور lamination delamination.اس وجہ سے، عمل کے موازنہ کے ٹیسٹ کے بعد، سلیکون پیڈ پریسنگ کا استعمال سفید دھبوں کو کم کر سکتا ہے، لیکن بورڈ کی سطح پیٹرن کی تقسیم کے ساتھ ناہموار ہے، جو فلم کی ظاہری شکل اور معیار کو متاثر کرتی ہے۔اگر ایپوکسی پیڈ کی بھی مدد کی جاتی ہے تو دبانے کا معیار نمایاں طور پر بہتر ہوتا ہے، انتہائی موٹی تانبے کی دبانے کی ضروریات کو پورا کر سکتا ہے۔
❶ سپر موٹی کاپر لیمینیشن کا طریقہ

❷ سپر موٹی تانبے کے ٹکڑے ٹکڑے کا معیار
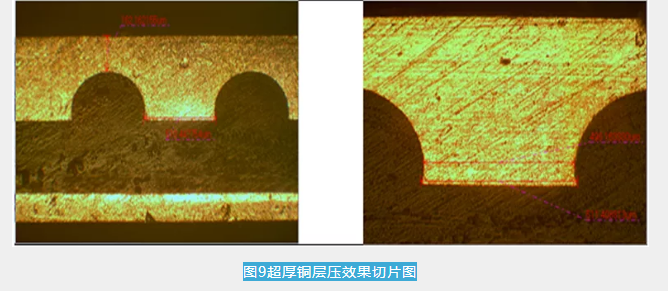
پرتدار ٹکڑوں کی حالت کو دیکھتے ہوئے، سرکٹ مکمل طور پر بھرا ہوا ہے، مائیکرو سلٹ بلبلوں کے بغیر، اور پورا گہرا کندہ حصہ رال میں گہرائی سے جڑا ہوا ہے۔ایک ہی وقت میں، انتہائی موٹی کاپر سائیڈ اینچنگ کے مسئلے کی وجہ سے، اوپر کی لکیر کی چوڑائی وسط میں سب سے تنگ لکیر کی چوڑائی سے بہت زیادہ ہے، تقریباً 20 منٹ پر، یہ شکل ایک "الٹی سیڑھی" سے ملتی جلتی ہے، جو مزید بڑھے گی۔ دبانے کی گرفت، جو ایک حیرت کی بات ہے۔
❷ انتہائی موٹی تانبے کی تعمیر کی ٹیکنالوجی
اوپر بیان کردہ مرحلہ وار کنٹرول شدہ ڈیپ ایچنگ ٹیکنالوجی + لیمینیشن کے عمل کا استعمال کرتے ہوئے، انتہائی موٹے تانبے کے ملٹی لیئر پرنٹ شدہ بورڈز کی پروسیسنگ اور پیداوار کو محسوس کرنے کے لیے تہوں کو یکے بعد دیگرے شامل کیا جا سکتا ہے۔ایک ہی وقت میں، جب بیرونی پرت بنائی جاتی ہے، تانبے کی موٹائی صرف تقریباً ہوتی ہے۔6oz، روایتی سولڈر ماسک پروسیس کی صلاحیت کی حد میں، سولڈر ماسک کی تیاری کے عمل کی دشواری کو بہت کم کرتا ہے اور سولڈر ماسک کی تیاری کے دور کو مختصر کرتا ہے۔
الٹرا موٹی تانبے کی سوراخ کرنے والے پیرامیٹرز
کل دبانے کے بعد، تیار پلیٹ کی موٹائی 3.0 ملی میٹر ہے، اور تانبے کی مجموعی موٹائی 160 ملی میٹر تک پہنچ جاتی ہے، جس کی وجہ سے ڈرل کرنا مشکل ہو جاتا ہے۔اس بار، ڈرلنگ کے معیار کو یقینی بنانے کے لیے، ڈرلنگ کے پیرامیٹرز کو خاص طور پر مقامی طور پر ایڈجسٹ کیا گیا تھا۔اصلاح کے بعد، سلائس تجزیہ سے پتہ چلتا ہے کہ ڈرلنگ میں کوئی خرابی نہیں ہے جیسے کیل کے سر اور موٹے سوراخ، اور اثر اچھا ہے۔





خلاصہ
الٹرا تھک کاپر ملٹی لیئر پرنٹ شدہ بورڈ کی تحقیق اور ترقی کے عمل کے ذریعے، مثبت اور منفی کنٹرول والی گہری اینچنگ ٹیکنالوجی کا استعمال کیا جاتا ہے، اور سلیکون پیڈ + ایپوکسی پیڈ کو لیمینیشن کے دوران لیمینیشن کے معیار کو بہتر بنانے کے لیے استعمال کیا جاتا ہے، جو مؤثر طریقے سے لیمینیشن کو حل کرتا ہے۔ الٹرا تھک کاپر سرکٹ کو اینچ کرنے میں دشواری صنعت میں عام تکنیکی مسائل، جیسے الٹرا تھک لیمینیٹ سفید دھبوں اور سولڈر ماسک کے لیے ایک سے زیادہ پرنٹنگ، نے انتہائی موٹے تانبے کے ملٹی لیئر پرنٹ شدہ بورڈز کی پروسیسنگ اور پروڈکشن کو کامیابی سے محسوس کیا ہے۔اس کی کارکردگی کے قابل اعتماد ہونے کی تصدیق کی گئی ہے، اور اس نے صارفین کی کرنٹ کی خصوصی مانگ کو پورا کیا ہے۔
❶ مثبت اور منفی لائنوں کے لیے مرحلہ وار کنٹرول گہری اینچنگ ٹیکنالوجی: انتہائی موٹی کاپر لائن اینچنگ کے مسئلے کو مؤثر طریقے سے حل کریں۔
❷ مثبت اور منفی لائن الائنمنٹ درستگی کنٹرول ٹیکنالوجی: مؤثر طریقے سے دو گرافکس کی اوورلیپ درستگی کو بہتر بنائیں۔
❸ الٹرا تھیک کاپر بلڈ اپ لیمینیشن ٹیکنالوجی: انتہائی موٹی کاپر ملٹی لیئر پرنٹ شدہ بورڈز کی پروسیسنگ اور پیداوار کو مؤثر طریقے سے سمجھتی ہے۔
نتیجہ
الٹرا موٹے تانبے کے طباعت شدہ بورڈ بڑے پیمانے پر بڑے پیمانے پر آلات کے پاور کنٹرول ماڈیولز میں ان کی زیادہ موجودہ ترسیل کی کارکردگی کی وجہ سے استعمال ہوتے ہیں۔خاص طور پر زیادہ جامع افعال کی مسلسل ترقی کے ساتھ، انتہائی موٹے تانبے کے طباعت شدہ بورڈز مارکیٹ کے وسیع امکانات کا سامنا کرنے کے پابند ہیں۔یہ مضمون صرف ساتھیوں کے لیے حوالہ اور حوالہ کے لیے ہے۔


 English en
English en 






