ഓട്ടോമോട്ടീവ് ഇലക്ട്രോണിക്സ്, പവർ കമ്മ്യൂണിക്കേഷൻ മൊഡ്യൂളുകളുടെ ദ്രുതഗതിയിലുള്ള വികാസത്തോടെ, 12oz ഉം അതിനുമുകളിലും ഉള്ള അൾട്രാ കട്ടിയുള്ള കോപ്പർ ഫോയിൽ സർക്യൂട്ട് ബോർഡുകൾ ക്രമേണ വിശാലമായ വിപണി സാധ്യതകളുള്ള ഒരു പ്രത്യേക പിസിബി ബോർഡുകളായി മാറി, അവ കൂടുതൽ കൂടുതൽ നിർമ്മാതാക്കളുടെ ശ്രദ്ധയും ശ്രദ്ധയും ആകർഷിച്ചു;എന്ന വിശാലമായ അപേക്ഷയോടെ
അച്ചടിച്ച സർക്യൂട്ട് ബോർഡുകൾ ഇലക്ട്രോണിക് ഫീൽഡിൽ, ഉപകരണങ്ങളുടെ പ്രവർത്തനപരമായ ആവശ്യകതകൾ കൂടുതൽ ഉയർന്നുവരികയാണ്.പ്രിന്റഡ് സർക്യൂട്ട് ബോർഡുകൾ ഇലക്ട്രോണിക് ഘടകങ്ങൾക്ക് ആവശ്യമായ വൈദ്യുത കണക്ഷനുകളും മെക്കാനിക്കൽ പിന്തുണയും മാത്രമല്ല, ക്രമേണ കൂടുതൽ നൽകുകയും ചെയ്യും, അധിക ഫംഗ്ഷനുകൾക്കൊപ്പം, പവർ സ്രോതസ്സുകളെ സംയോജിപ്പിക്കാനും ഉയർന്ന കറന്റ് നൽകാനും ഉയർന്ന വിശ്വാസ്യത നൽകാനും കഴിയുന്ന അൾട്രാ കട്ടിയുള്ള കോപ്പർ ഫോയിൽ പ്രിന്റഡ് ബോർഡുകൾ ക്രമേണ ജനപ്രിയമായി. പിസിബി വ്യവസായം വികസിപ്പിച്ച ഉൽപ്പന്നങ്ങൾക്ക് വിശാലമായ സാധ്യതകളുണ്ട്.
നിലവിൽ, വ്യവസായത്തിലെ ഗവേഷണ-വികസന ഉദ്യോഗസ്ഥർ വിജയകരമായി വികസിപ്പിച്ചെടുത്തിട്ടുണ്ട് ഇരട്ട-വശങ്ങളുള്ള പ്രിന്റഡ് സർക്യൂട്ട് ബോർഡ് ഇലക്ട്രോപ്ലേറ്റ് ചെയ്ത കോപ്പർ സിങ്കിംഗ് + ഒന്നിലധികം സോൾഡർ മാസ്ക് പ്രിന്റിംഗ് സഹായം തുടർച്ചയായി കട്ടിയാക്കാനുള്ള ലേയേർഡ് രീതിയിലൂടെ 10oz പൂർത്തിയായ ചെമ്പ് കനം.എന്നിരുന്നാലും, അൾട്രാ കട്ടിയുള്ള ചെമ്പിന്റെ ഉത്പാദനത്തെക്കുറിച്ച് കുറച്ച് റിപ്പോർട്ടുകൾ മാത്രമേ ഉള്ളൂ മൾട്ടിലെയർ അച്ചടിച്ച ബോർഡുകൾ 12oz ഉം അതിനുമുകളിലും പൂർത്തിയായ ചെമ്പ് കനം;ഈ ലേഖനം പ്രധാനമായും ശ്രദ്ധ കേന്ദ്രീകരിക്കുന്നത് 12oz അൾട്രാ കട്ടിയുള്ള ചെമ്പ് മൾട്ടി ലെയർ പ്രിന്റഡ് ബോർഡുകളുടെ നിർമ്മാണ പ്രക്രിയയുടെ സാധ്യതാ പഠനത്തിലാണ്.കട്ടിയുള്ള ചെമ്പ് ഘട്ടം ഘട്ടമായുള്ള നിയന്ത്രിത ആഴത്തിലുള്ള എച്ചിംഗ് സാങ്കേതികവിദ്യ + ബിൽഡ്-അപ്പ് ലാമിനേഷൻ ടെക്നോളജി, 12oz അൾട്രാ കട്ടിയുള്ള കോപ്പർ മൾട്ടിലെയർ പ്രിന്റഡ് ബോർഡുകളുടെ സംസ്കരണവും ഉൽപ്പാദനവും ഫലപ്രദമായി മനസ്സിലാക്കുന്നു.
നിര്മ്മാണ പ്രക്രിയ
2.1 സ്റ്റാക്ക് അപ്പ് ഡിസൈൻ
ഇതൊരു 4 ലെയറാണ്, പുറം/അകത്തെ കൂപ്പർ കനം 12 oz, മിനിറ്റ് വീതി/സ്പെയ്സ് 20/20മിലി, താഴെ അടുക്കി വയ്ക്കുക

2.1 പ്രോസസ്സിംഗ് ബുദ്ധിമുട്ടുകളുടെ വിശകലനം
❶ അൾട്രാ കട്ടിയുള്ള കോപ്പർ എച്ചിംഗ് ടെക്നോളജി (കോപ്പർ ഫോയിൽ അൾട്രാ-കട്ടിയുള്ളതാണ്, കൊത്തുപണി ചെയ്യാൻ ബുദ്ധിമുട്ടാണ്): പ്രത്യേക 12OZ കോപ്പർ ഫോയിൽ മെറ്റീരിയൽ വാങ്ങുക, അൾട്രാ കട്ടിയുള്ള കോപ്പർ സർക്യൂട്ടുകളുടെ എച്ചിംഗ് തിരിച്ചറിയാൻ പോസിറ്റീവ്, നെഗറ്റീവ് നിയന്ത്രിത ആഴത്തിലുള്ള എച്ചിംഗ് സാങ്കേതികവിദ്യ സ്വീകരിക്കുക.
❷ അൾട്രാ-തിക്ക് കോപ്പർ ലാമിനേഷൻ ടെക്നോളജി: വാക്വം അമർത്തി പൂരിപ്പിക്കൽ വഴി ഒറ്റ-വശങ്ങളുള്ള സർക്യൂട്ട് നിയന്ത്രിത ആഴത്തിലുള്ള എച്ചിംഗ് സാങ്കേതികവിദ്യ അമർത്തുന്നതിന്റെ ബുദ്ധിമുട്ട് ഫലപ്രദമായി കുറയ്ക്കാൻ ഉപയോഗിക്കുന്നു.അതേ സമയം, അൾട്രാ കട്ടിയുള്ള കോപ്പർ ലാമിനേറ്റിന്റെ പ്രശ്നം പരിഹരിക്കാൻ സിലിക്കൺ പാഡ് + എപ്പോക്സി പാഡ് അമർത്തുന്നതിന് ഇത് സഹായിക്കുന്നു വെളുത്ത പാടുകൾ, ലാമിനേഷൻ തുടങ്ങിയ സാങ്കേതിക പ്രശ്നങ്ങൾ.
❸ ലൈനുകളുടെ ഒരേ പാളിയിലെ രണ്ട് വിന്യാസങ്ങളുടെ കൃത്യമായ നിയന്ത്രണം: ലാമിനേഷനു ശേഷമുള്ള വികാസത്തിന്റെയും സങ്കോചത്തിന്റെയും അളവ്, ലൈനിന്റെ വികാസത്തിന്റെയും സങ്കോചത്തിന്റെയും നഷ്ടപരിഹാരത്തിന്റെ ക്രമീകരണം;അതേ സമയം, രണ്ട് ഗ്രാഫിക്സുകളുടെയും ഓവർലാപ്പ് കൃത്യത ഉറപ്പാക്കാൻ ലൈൻ പ്രൊഡക്ഷൻ എൽഡിഐ ലേസർ ഡയറക്ട് ഇമേജിംഗ് ഉപയോഗിക്കുന്നു.
❹ അൾട്രാ കട്ടിയുള്ള കോപ്പർ ഡ്രില്ലിംഗ് സാങ്കേതികവിദ്യ: നല്ല ഡ്രില്ലിംഗ് ഗുണനിലവാരം ഉറപ്പാക്കാൻ റൊട്ടേഷൻ സ്പീഡ്, ഫീഡ് സ്പീഡ്, റിട്രീറ്റ് സ്പീഡ്, ഡ്രിൽ ലൈഫ് മുതലായവ ഒപ്റ്റിമൈസ് ചെയ്യുന്നതിലൂടെ.
2.3 പ്രോസസ്സ് ഫ്ലോ (4-ലെയർ ബോർഡ് ഉദാഹരണമായി എടുക്കുക)

2.4 പ്രക്രിയ
അൾട്രാ-കട്ടിയുള്ള കോപ്പർ ഫോയിൽ കാരണം, വ്യവസായത്തിൽ 12oz കട്ടിയുള്ള കോപ്പർ കോർ ബോർഡ് ഇല്ല.കോർ ബോർഡ് നേരിട്ട് 12oz വരെ കട്ടിയുള്ളതാണെങ്കിൽ, സർക്യൂട്ട് എച്ചിംഗ് വളരെ ബുദ്ധിമുട്ടാണ്, കൂടാതെ എച്ചിംഗ് ഗുണനിലവാരം ഉറപ്പ് നൽകാൻ പ്രയാസമാണ്;അതേ സമയം, ഒറ്റത്തവണ മോൾഡിംഗിന് ശേഷം സർക്യൂട്ട് അമർത്തുന്നതിനുള്ള ബുദ്ധിമുട്ടും വളരെയധികം വർദ്ധിക്കുന്നു., ഒരു വലിയ സാങ്കേതിക തടസ്സം നേരിടുന്നു.
മേൽപ്പറഞ്ഞ പ്രശ്നങ്ങൾ പരിഹരിക്കുന്നതിനായി, ഈ അൾട്രാ-കട്ടിയുള്ള കോപ്പർ പ്രോസസ്സിംഗിൽ, പ്രത്യേക 12oz കോപ്പർ ഫോയിൽ മെറ്റീരിയൽ ഘടനാപരമായ രൂപകൽപ്പന സമയത്ത് നേരിട്ട് വാങ്ങുന്നു.സർക്യൂട്ട് ഒരു ഘട്ടം ഘട്ടമായുള്ള നിയന്ത്രിത ആഴത്തിലുള്ള എച്ചിംഗ് സാങ്കേതികവിദ്യ സ്വീകരിക്കുന്നു, അതായത്, ചെമ്പ് ഫോയിൽ ആദ്യം റിവേഴ്സ് സൈഡിൽ 1/2 കനം കൊത്തി → ഒരു കട്ടിയുള്ള കോപ്പർ കോർ ബോർഡ് ഉണ്ടാക്കാൻ അമർത്തി → അകത്തെ പാളി ലഭിക്കുന്നതിന് മുൻവശത്ത് എച്ചിംഗ് സർക്യൂട്ട് പാറ്റേൺ.ഘട്ടം ഘട്ടമായുള്ള കൊത്തുപണി കാരണം, കൊത്തുപണിയുടെ ബുദ്ധിമുട്ട് വളരെ കുറയുന്നു, കൂടാതെ അമർത്താനുള്ള ബുദ്ധിമുട്ടും കുറയുന്നു.
❶ ലൈൻ ഫയൽ ഡിസൈൻ
സർക്യൂട്ടിന്റെ ഓരോ ലെയറിനുമായി രണ്ട് സെറ്റ് ഫയലുകൾ രൂപകൽപ്പന ചെയ്തിട്ടുണ്ട്.ഫോർവേഡ്/റിവേഴ്സ് കൺട്രോൾ ഡീപ്പ് എച്ചിംഗ് സമയത്ത് സർക്യൂട്ട് അതേ സ്ഥാനത്താണെന്ന് ഉറപ്പാക്കാൻ ആദ്യത്തെ നെഗറ്റീവ് ഫയൽ മിറർ ചെയ്യേണ്ടതുണ്ട്, കൂടാതെ തെറ്റായ അലൈൻമെന്റ് ഉണ്ടാകില്ല.
❷ സർക്യൂട്ട് ഗ്രാഫിക്സിന്റെ ആഴത്തിലുള്ള കൊത്തുപണി റിവേഴ്സ് കൺട്രോൾ

❸ സെക്കൻഡറി സർക്യൂട്ട് ഗ്രാഫിക്സ് അലൈൻമെന്റ് കൃത്യത നിയന്ത്രണം
രണ്ട് ലൈനുകളുടെ യാദൃശ്ചികത ഉറപ്പാക്കാൻ, ആദ്യത്തെ ലാമിനേഷനുശേഷം വികാസവും സങ്കോചവും അളക്കുകയും ലൈൻ വിപുലീകരണവും സങ്കോച നഷ്ടപരിഹാരവും ക്രമീകരിക്കുകയും വേണം;അതേസമയത്ത്,
എൽഡിഐ ലേസർ ഇമേജിംഗിന്റെ യാന്ത്രിക വിന്യാസം അലൈൻമെന്റ് കൃത്യതയെ ഫലപ്രദമായി മെച്ചപ്പെടുത്തുന്നു.ഒപ്റ്റിമൈസേഷന് ശേഷം, 25um ഉള്ളിൽ അലൈൻമെന്റ് കൃത്യത നിയന്ത്രിക്കാനാകും.

❹ സൂപ്പർ കട്ടിയുള്ള ചെമ്പ് എച്ചിംഗ് ഗുണനിലവാര നിയന്ത്രണം
അൾട്രാ കട്ടിയുള്ള കോപ്പർ സർക്യൂട്ടുകളുടെ എച്ചിംഗ് ഗുണനിലവാരം മെച്ചപ്പെടുത്തുന്നതിന്, താരതമ്യ പരിശോധനയ്ക്കായി ആൽക്കലൈൻ എച്ചിംഗിന്റെയും ആസിഡ് എച്ചിംഗിന്റെയും രണ്ട് രീതികൾ ഉപയോഗിച്ചു.പരിശോധിച്ചുറപ്പിച്ചതിന് ശേഷം, ആസിഡ്-എച്ചഡ് സർക്യൂട്ടിന് ചെറിയ ബർറുകളും ഉയർന്ന ലൈൻ വീതി കൃത്യതയും ഉണ്ട്, അത് അൾട്രാ കട്ടിയുള്ള ചെമ്പിന്റെ എച്ചിംഗ് ആവശ്യകതകൾ നിറവേറ്റും.പ്രഭാവം പട്ടിക 1 ൽ കാണിച്ചിരിക്കുന്നു.

ഘട്ടം ഘട്ടമായുള്ള നിയന്ത്രിത ആഴത്തിലുള്ള കൊത്തുപണിയുടെ ഗുണങ്ങളോടെ, ലാമിനേഷൻ ബുദ്ധിമുട്ട് ഗണ്യമായി കുറച്ചെങ്കിലും, പരമ്പരാഗത രീതിയാണ് ലാമിനേഷനായി ഉപയോഗിക്കുന്നതെങ്കിൽ, അത് ഇപ്പോഴും നിരവധി പ്രശ്നങ്ങൾ അഭിമുഖീകരിക്കുന്നു, കൂടാതെ ലാമിനേഷൻ പോലുള്ള മറഞ്ഞിരിക്കുന്ന ഗുണനിലവാര പ്രശ്നങ്ങൾ സൃഷ്ടിക്കുന്നത് എളുപ്പമാണ്. വെളുത്ത പാടുകളും ലാമിനേഷൻ ഡിലാമിനേഷനും.ഇക്കാരണത്താൽ, പ്രോസസ്സ് താരതമ്യ പരിശോധനയ്ക്ക് ശേഷം, സിലിക്കൺ പാഡ് അമർത്തുന്നത് ലാമിനേറ്റിംഗ് വൈറ്റ് സ്പോട്ടുകൾ കുറയ്ക്കും, പക്ഷേ ബോർഡ് ഉപരിതലം പാറ്റേൺ വിതരണവുമായി അസമമാണ്, ഇത് ചിത്രത്തിന്റെ രൂപത്തെയും ഗുണനിലവാരത്തെയും ബാധിക്കുന്നു;എപ്പോക്സി പാഡും സഹായിച്ചാൽ, അമർത്തുന്ന ഗുണനിലവാരം ഗണ്യമായി മെച്ചപ്പെടുന്നു, അൾട്രാ കട്ടിയുള്ള ചെമ്പിന്റെ അമർത്തുന്ന ആവശ്യകതകൾ നിറവേറ്റാൻ കഴിയും.
❶ സൂപ്പർ കട്ടിയുള്ള ചെമ്പ് ലാമിനേഷൻ രീതി

❷ സൂപ്പർ കട്ടിയുള്ള ചെമ്പ് ലാമിനേറ്റ് ഗുണനിലവാരം
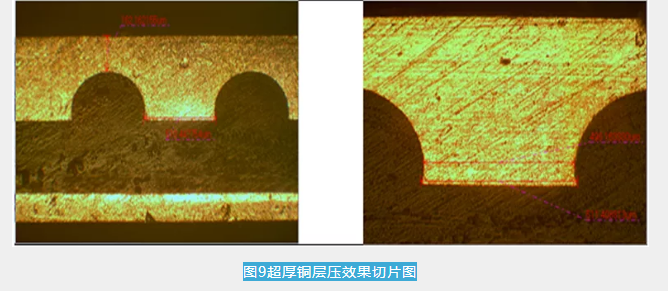
ലാമിനേറ്റഡ് സ്ലൈസുകളുടെ അവസ്ഥയിൽ നിന്ന് വിലയിരുത്തിയാൽ, സർക്യൂട്ട് പൂർണ്ണമായും നിറഞ്ഞിരിക്കുന്നു, മൈക്രോ-സ്ലിറ്റ് കുമിളകൾ ഇല്ലാതെ, മുഴുവൻ ആഴത്തിലുള്ള ഭാഗവും റെസിനിൽ ആഴത്തിൽ വേരൂന്നിയതാണ്;അതേ സമയം, അൾട്രാ കട്ടിയുള്ള ചെമ്പ് സൈഡ് എച്ചിംഗിന്റെ പ്രശ്നം കാരണം, മുകളിലെ വരിയുടെ വീതി മധ്യഭാഗത്തെ ഇടുങ്ങിയ വരി വീതിയേക്കാൾ വളരെ വലുതാണ്, ഏകദേശം 20um, ഈ ആകൃതി ഒരു "വിപരീത ഗോവണി" പോലെയാണ്, ഇത് കൂടുതൽ മെച്ചപ്പെടുത്തും. അമർത്തിപ്പിടിക്കുന്ന പിടി, അത് ആശ്ചര്യകരമാണ്.
❷ അൾട്രാ കട്ടിയുള്ള ചെമ്പ് ബിൽഡ്-അപ്പ് സാങ്കേതികവിദ്യ
മുകളിൽ സൂചിപ്പിച്ച ഘട്ടം ഘട്ടമായുള്ള നിയന്ത്രിത ആഴത്തിലുള്ള എച്ചിംഗ് സാങ്കേതികവിദ്യ + ലാമിനേഷൻ പ്രക്രിയ ഉപയോഗിച്ച്, അൾട്രാ കട്ടിയുള്ള കോപ്പർ മൾട്ടി-ലെയർ പ്രിന്റ് ചെയ്ത ബോർഡുകളുടെ പ്രോസസ്സിംഗും ഉൽപ്പാദനവും മനസ്സിലാക്കാൻ ലെയറുകൾ തുടർച്ചയായി ചേർക്കാവുന്നതാണ്;അതേ സമയം, പുറം പാളി നിർമ്മിക്കുമ്പോൾ, ചെമ്പ് കനം ഏകദേശം മാത്രം.6oz, പരമ്പരാഗത സോൾഡർ മാസ്ക് പ്രോസസ്സ് ശേഷിയുടെ പരിധിയിൽ, സോൾഡർ മാസ്ക് നിർമ്മാണത്തിന്റെ പ്രക്രിയ ബുദ്ധിമുട്ട് വളരെ കുറയ്ക്കുകയും സോൾഡർ മാസ്ക് നിർമ്മാണത്തിന്റെ ചക്രം കുറയ്ക്കുകയും ചെയ്യുന്നു.
അൾട്രാ കട്ടിയുള്ള ചെമ്പ് ഡ്രില്ലിംഗ് പാരാമീറ്ററുകൾ
മൊത്തത്തിൽ അമർത്തിയാൽ, പൂർത്തിയായ പ്ലേറ്റിന്റെ കനം 3.0 മില്ലീമീറ്ററാണ്, മൊത്തത്തിലുള്ള ചെമ്പ് കനം 160um എത്തുന്നു, ഇത് തുളയ്ക്കുന്നത് ബുദ്ധിമുട്ടാക്കുന്നു.ഇത്തവണ, ഡ്രെയിലിംഗിന്റെ ഗുണനിലവാരം ഉറപ്പാക്കാൻ, ഡ്രെയിലിംഗ് പാരാമീറ്ററുകൾ പ്രാദേശികമായി പ്രത്യേകം ക്രമീകരിച്ചു.ഒപ്റ്റിമൈസേഷനുശേഷം, സ്ലൈസ് വിശകലനം, ഡ്രെയിലിംഗിന് നഖം തലകൾ, പരുക്കൻ ദ്വാരങ്ങൾ തുടങ്ങിയ വൈകല്യങ്ങളൊന്നുമില്ലെന്നും ഫലം നല്ലതാണെന്നും കാണിച്ചു.





സംഗ്രഹം
അൾട്രാ കട്ടിയുള്ള കോപ്പർ മൾട്ടിലെയർ പ്രിന്റഡ് ബോർഡിന്റെ പ്രോസസ് ഗവേഷണത്തിലൂടെയും വികസനത്തിലൂടെയും, പോസിറ്റീവ്, നെഗറ്റീവ് നിയന്ത്രിത ആഴത്തിലുള്ള എച്ചിംഗ് സാങ്കേതികവിദ്യ ഉപയോഗിക്കുന്നു, കൂടാതെ ലാമിനേഷൻ സമയത്ത് ലാമിനേഷന്റെ ഗുണനിലവാരം മെച്ചപ്പെടുത്താൻ സിലിക്കൺ പാഡ് + എപ്പോക്സി പാഡ് ഉപയോഗിക്കുന്നു, ഇത് ഫലപ്രദമായി പരിഹരിക്കുന്നു. അൾട്രാ കട്ടിയുള്ള കോപ്പർ സർക്യൂട്ട് കൊത്തിവയ്ക്കാനുള്ള ബുദ്ധിമുട്ട് വ്യവസായത്തിലെ സാധാരണ സാങ്കേതിക പ്രശ്നങ്ങൾ, അൾട്രാ കട്ടിയുള്ള ലാമിനേറ്റ് വൈറ്റ് സ്പോട്ടുകൾ, സോൾഡർ മാസ്കിനുള്ള ഒന്നിലധികം പ്രിന്റിംഗ് എന്നിവ, അൾട്രാ കട്ടിയുള്ള കോപ്പർ മൾട്ടി ലെയർ പ്രിന്റഡ് ബോർഡുകളുടെ സംസ്കരണവും ഉൽപാദനവും വിജയകരമായി തിരിച്ചറിഞ്ഞു;അതിന്റെ പ്രകടനം വിശ്വസനീയമാണെന്ന് സ്ഥിരീകരിച്ചു, കൂടാതെ കറന്റിനുള്ള ഉപഭോക്താക്കളുടെ പ്രത്യേക ഡിമാൻഡ് ഇത് തൃപ്തിപ്പെടുത്തുകയും ചെയ്തു.
❶ പോസിറ്റീവ്, നെഗറ്റീവ് ലൈനുകൾക്കുള്ള ആഴത്തിലുള്ള എച്ചിംഗ് സാങ്കേതികവിദ്യ ഘട്ടം ഘട്ടമായുള്ള നിയന്ത്രണം: അൾട്രാ കട്ടിയുള്ള കോപ്പർ ലൈൻ എച്ചിംഗിന്റെ പ്രശ്നം ഫലപ്രദമായി പരിഹരിക്കുക;
❷ പോസിറ്റീവ്, നെഗറ്റീവ് ലൈൻ അലൈൻമെന്റ് കൃത്യത നിയന്ത്രണ സാങ്കേതികവിദ്യ: രണ്ട് ഗ്രാഫിക്സുകളുടെ ഓവർലാപ്പ് കൃത്യത ഫലപ്രദമായി മെച്ചപ്പെടുത്തുക;
❸ അൾട്രാ കട്ടിയുള്ള കോപ്പർ ബിൽഡ്-അപ്പ് ലാമിനേഷൻ ടെക്നോളജി: അൾട്രാ കട്ടിയുള്ള കോപ്പർ മൾട്ടി ലെയർ പ്രിന്റഡ് ബോർഡുകളുടെ സംസ്കരണവും ഉൽപ്പാദനവും ഫലപ്രദമായി തിരിച്ചറിയുന്നു.
ഉപസംഹാരം
അൾട്രാ കട്ടിയുള്ള ചെമ്പ് അച്ചടിച്ച ബോർഡുകൾ അവയുടെ ഓവർ-കറന്റ് ചാലക പ്രകടനം കാരണം വലിയ തോതിലുള്ള ഉപകരണ പവർ കൺട്രോൾ മൊഡ്യൂളുകളിൽ വ്യാപകമായി ഉപയോഗിക്കുന്നു.പ്രത്യേകിച്ചും കൂടുതൽ സമഗ്രമായ പ്രവർത്തനങ്ങളുടെ തുടർച്ചയായ വികസനം കൊണ്ട്, അൾട്രാ-കട്ടിയുള്ള ചെമ്പ് അച്ചടിച്ച ബോർഡുകൾ വിശാലമായ വിപണി സാധ്യതകളെ അഭിമുഖീകരിക്കും.ഈ ലേഖനം സമപ്രായക്കാർക്കുള്ള റഫറൻസിനും റഫറൻസിനും വേണ്ടിയുള്ളതാണ്.


 English en
English en 






