Ավտոմոբիլային էլեկտրոնիկայի և էլեկտրահաղորդման մոդուլների արագ զարգացմամբ, 12 ունց և ավելի բարձր պղնձե փայլաթիթեղի սալերը աստիճանաբար վերածվել են շուկայական լայն հեռանկարներով հատուկ PCB սալիկների, որոնք ավելի ու ավելի են գրավում արտադրողների ուշադրությունն ու ուշադրությունը:-ի լայն կիրառմամբ
տպագիր տպատախտակներ Էլեկտրոնային ոլորտում սարքավորումների ֆունկցիոնալ պահանջները գնալով ավելի են բարձրանում։Տպագիր տպատախտակները ոչ միայն կտրամադրեն անհրաժեշտ էլեկտրական միացումներ և մեխանիկական աջակցություն էլեկտրոնային բաղադրիչներին, այլև աստիճանաբար կստանան ավելի շատ: Լրացուցիչ գործառույթներով աստիճանաբար հայտնի են դարձել գերխիտ պղնձե փայլաթիթեղի տպագիր տախտակները, որոնք կարող են միավորել էներգիայի աղբյուրները, ապահովել բարձր հոսանք և բարձր հուսալիություն: արտադրանքները, որոնք մշակվել են PCB արդյունաբերության կողմից և ունեն լայն հեռանկարներ:
Ներկայումս արդյունաբերության գիտահետազոտական և մշակման անձնակազմը հաջողությամբ զարգացրել է ա երկկողմանի տպագիր տպատախտակ 10 ունցիա պատրաստի պղնձի հաստությամբ՝ էլեկտրոլիտացված պղնձի խորտակման հաջորդական խտացման շերտավոր մեթոդով + բազմակի զոդման դիմակ տպագրության օժանդակություն:Այնուամենայնիվ, չափազանց հաստ պղնձի արտադրության վերաբերյալ քիչ տեղեկություններ կան բազմաշերտ տպագիր տախտակներ պատրաստի պղնձի հաստությամբ 12 ունց և ավելի;Այս հոդվածը հիմնականում կենտրոնանում է 12 ունց գերհաստ պղնձի բազմաշերտ տպագիր տախտակների արտադրության գործընթացի տեխնիկատնտեսական հիմնավորման վրա:Հաստ պղնձի քայլ առ քայլ վերահսկվող խորը փորագրման տեխնոլոգիա + կառուցապատման շերտավորման տեխնոլոգիա, որն արդյունավետ կերպով իրականացնում է 12 ունցիա գերհաստ պղնձի բազմաշերտ տպագրված տախտակների մշակումն ու արտադրությունը:
Արտադրական գործընթացը
2.1 Դիզայն հավաքել
Սա 4 շերտ է, արտաքին/ներքին պղնձի հաստությունը 12 ունցիա, րոպե լայնությունը/տարածությունը 20/20 մլ, դրեք ստորև՝

2.1 Մշակման դժվարությունների վերլուծություն
❶ Գերհաստ պղնձի փորագրման տեխնոլոգիա (պղնձի փայլաթիթեղը չափազանց հաստ է, դժվար է փորագրել). գնեք հատուկ 12OZ պղնձե փայլաթիթեղի նյութ, ընդունեք դրական և բացասական վերահսկվող խորը փորագրման տեխնոլոգիա՝ գերհաստ պղնձի սխեմաների փորագրումը իրականացնելու համար:
❷ Պղնձի չափազանց հաստ շերտավորման տեխնոլոգիա. միակողմանի միացումով կառավարվող խորը փորագրման տեխնոլոգիան վակուումային սեղմման և լցման միջոցով օգտագործվում է սեղմման դժվարությունը արդյունավետ նվազեցնելու համար:Միևնույն ժամանակ, այն օգնում է սեղմել սիլիկոնե բարձիկը + էպոքսիդային բարձիկը` լուծելու չափազանց հաստ պղնձի լամինատի խնդիրը, ինչպիսիք են սպիտակ բծերը և շերտավորումը:
❸ Գծերի միևնույն շերտի երկու հավասարեցումների ճշգրտության վերահսկում. շերտավորումից հետո ընդարձակման և կծկման չափում, գծի ընդարձակման և կծկման փոխհատուցման ճշգրտում;Միևնույն ժամանակ, գծի արտադրությունն օգտագործում է LDI լազերային ուղղակի պատկերավորում՝ երկու գրաֆիկայի համընկնման ճշգրտությունն ապահովելու համար:
❹ Գերհաստ պղնձի հորատման տեխնոլոգիա. Օպտիմիզացնելով պտտման արագությունը, սնուցման արագությունը, նահանջի արագությունը, հորատման ժամկետը և այլն՝ լավ հորատման որակ ապահովելու համար:
2.3 Գործընթացի ընթացքը (օրինակ՝ վերցրեք 4-շերտ տախտակ)

2.4 Գործընթաց
Շնորհիվ չափազանց հաստ պղնձե փայլաթիթեղի, արդյունաբերության մեջ չկա 12 ունց հաստությամբ պղնձի միջուկային տախտակ:Եթե հիմնական տախտակն ուղղակիորեն խտացված է մինչև 12 ունցիա, ապա շրջանի փորագրումը շատ դժվար է, և փորագրման որակը դժվար է երաշխավորել;Միևնույն ժամանակ, միանգամյա կաղապարումից հետո շղթան սեղմելու դժվարությունը նույնպես մեծապես մեծանում է:, բախվելով ավելի մեծ տեխնիկական խոչընդոտի:
Վերոնշյալ խնդիրները լուծելու համար այս գերհաստ պղնձի մշակման ժամանակ կառուցվածքային նախագծման ընթացքում ուղղակիորեն ձեռք է բերվում հատուկ 12 ունց պղնձե փայլաթիթեղի նյութը:Շղթան ընդունում է քայլ առ քայլ վերահսկվող խորը փորագրման տեխնոլոգիա, այսինքն՝ պղնձի փայլաթիթեղը նախ փորագրվում է 1/2 հաստությամբ հակառակ կողմում → սեղմվում է հաստ պղնձի միջուկի ձևավորման համար → առջևի վրա փորագրում է ներքին շերտը ստանալու համար։ միացման օրինաչափություն.Քայլ առ քայլ օֆորտի շնորհիվ մեծապես նվազում է օֆորտի դժվարությունը, նվազում է նաև սեղմման դժվարությունը։
❶ Գծային ֆայլի ձևավորում
Շղթայի յուրաքանչյուր շերտի համար նախատեսված են ֆայլերի երկու հավաքածու:Առաջին բացասական ֆայլը պետք է արտացոլվի, որպեսզի համոզվի, որ շղթան նույն դիրքում է գտնվում առաջ/հետադարձ հսկողության խորը փորագրման ժամանակ, և սխալ դասավորվածություն չի լինի:
❷ Շրջանակային գրաֆիկայի հակադարձ հսկողության խորը փորագրում

❸ Երկրորդական սխեմայի գրաֆիկայի հավասարեցման ճշգրտության վերահսկում
Երկու գծերի համընկնումը ապահովելու համար առաջին շերտավորումից հետո պետք է չափել ընդարձակման և կծկման արժեքը, իսկ գծի ընդարձակման և կծկման փոխհատուցումը պետք է ճշգրտվի.միեւնույն ժամանակ,
LDI լազերային պատկերման ավտոմատ հավասարեցումը արդյունավետորեն բարելավում է հավասարեցման ճշգրտությունը:Օպտիմալացումից հետո հավասարեցման ճշգրտությունը կարող է վերահսկվել 25 մմ-ի ընթացքում:

❹ Սուպեր հաստ պղնձի փորագրման որակի հսկողություն
Գերհաստ պղնձե սխեմաների փորագրման որակը բարելավելու համար համեմատական փորձարկման համար օգտագործվել են ալկալային փորագրման և թթվային փորագրման երկու եղանակ:Ստուգումից հետո թթվով փորագրված շղթան ունի ավելի փոքր փորվածքներ և ավելի բարձր գծի լայնության ճշգրտություն, որը կարող է բավարարել ծայրահեղ հաստ պղնձի փորագրման պահանջները:Էֆեկտը ներկայացված է Աղյուսակ 1-ում:

Քայլ առ քայլ վերահսկվող խորը փորագրման առավելություններով, չնայած լամինացիայի դժվարությունը զգալիորեն կրճատվել է, եթե լամինացիայի համար օգտագործվում է սովորական մեթոդը, այն դեռևս բախվում է բազմաթիվ խնդիրների, և հեշտ է առաջացնել թաքնված որակի խնդիրներ, ինչպիսիք են լամինացումը: սպիտակ բծեր և շերտավորում:Այդ իսկ պատճառով, գործընթացի համեմատության փորձարկումից հետո, սիլիկոնե բարձիկի սեղմման օգտագործումը կարող է նվազեցնել լամինացման սպիտակ բծերը, բայց տախտակի մակերեսը անհավասար է օրինաչափության բաշխման հետ, ինչը ազդում է ֆիլմի տեսքի և որակի վրա.եթե էպոքսիդային բարձիկը նույնպես օժանդակվում է, սեղմման որակը զգալիորեն բարելավվում է, կարող է բավարարել ծայրահեղ հաստ պղնձի սեղմման պահանջները:
❶ Գեր հաստ պղնձի լամինացիայի մեթոդ

❷ Սուպեր հաստ պղնձե լամինատ որակ
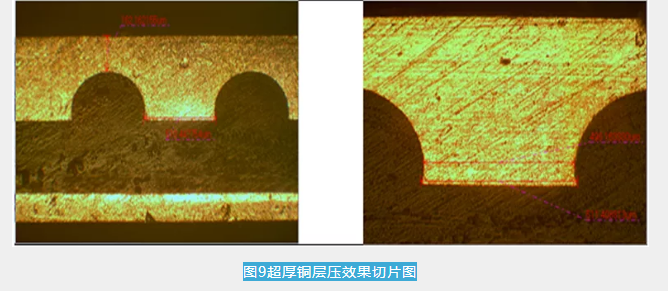
Դատելով լամինացված շերտերի վիճակից՝ շղթան ամբողջությամբ լցված է, առանց միկրո ճեղքվածքի պղպջակների, և ամբողջ խորը փորագրված մասը խորը արմատավորված է խեժի մեջ;Միևնույն ժամանակ, չափազանց հաստ պղնձի կողային փորագրման խնդրի պատճառով, վերին գծի լայնությունը շատ ավելի մեծ է, քան մեջտեղի ամենացածր գծի լայնությունը: Մոտ 20 մմ, այս ձևը հիշեցնում է «շրջված սանդուղք», որն էլ ավելի կբարձրացնի պրեսինգի բռնում, ինչն անակնկալ է:
❷ Պղնձի գերխիտ կուտակման տեխնոլոգիա
Օգտագործելով վերը նշված քայլ առ քայլ վերահսկվող խորը փորագրման տեխնոլոգիան + լամինացիայի գործընթացը, շերտերը կարող են հաջորդաբար ավելացվել՝ իրականացնելու գերհաստ պղնձե բազմաշերտ տպագրված տախտակների մշակումն ու արտադրությունը.միևնույն ժամանակ, երբ արտաքին շերտը պատրաստվում է, պղնձի հաստությունը կազմում է ընդամենը մոտավորապես մոտ.6 ունցը, սովորական զոդման դիմակների գործընթացի հնարավորության սահմաններում, մեծապես նվազեցնում է զոդման դիմակների արտադրության գործընթացի դժվարությունը և կրճատում է զոդման դիմակի արտադրության ցիկլը:
Գերհաստ պղնձի հորատման պարամետրեր
Ընդհանուր սեղմումից հետո պատրաստի ափսեի հաստությունը 3.0 մմ է, իսկ պղնձի ընդհանուր հաստությունը հասնում է 160 մմ, ինչը դժվարացնում է հորատումը:Այս անգամ հորատման որակն ապահովելու համար հորատման պարամետրերը հատուկ ճշգրտվել են տեղում։Օպտիմալացումից հետո հատվածի վերլուծությունը ցույց տվեց, որ հորատումը չունի այնպիսի թերություններ, ինչպիսիք են եղունգների գլուխները և կոպիտ անցքերը, և ազդեցությունը լավ է:





Ամփոփում
Գերհաստ պղնձի բազմաշերտ տպագիր տախտակի գործընթացի հետազոտության և մշակման միջոցով օգտագործվում է դրական և բացասական վերահսկվող խորը փորագրման տեխնոլոգիան, իսկ սիլիկոնե բարձիկը + էպոքսիդային բարձիկը օգտագործվում է լամինացիայի ընթացքում լամինացիայի որակը բարելավելու համար, որն արդյունավետորեն լուծում է խնդիրը: Գերհաստ պղնձի սխեմայի փորագրման դժվարությունը Արդյունաբերության ընդհանուր տեխնիկական խնդիրները, ինչպիսիք են գերխիտ լամինատե սպիտակ բծերը և բազմակի տպագրությունը զոդման դիմակի համար, հաջողությամբ իրականացրել են գերհաստ պղնձի բազմաշերտ տպագիր տախտակների մշակումն ու արտադրությունը.դրա կատարումը հաստատվել է որպես հուսալի, և այն բավարարել է հաճախորդների հատուկ պահանջարկը ընթացիկ:
❶ Քայլ առ քայլ վերահսկման խորը փորագրման տեխնոլոգիա դրական և բացասական գծերի համար. արդյունավետորեն լուծել չափազանց հաստ պղնձի գծերի փորագրման խնդիրը;
❷ Դրական և բացասական գծերի հավասարեցման ճշգրտության վերահսկման տեխնոլոգիա. արդյունավետորեն բարելավել երկու գրաֆիկայի համընկնման ճշգրտությունը.
❸ Պղնձի գերհաստ շերտավորման տեխնոլոգիա. արդյունավետորեն իրականացնում է գերհաստ պղնձի բազմաշերտ տպագրված տախտակների մշակումն ու արտադրությունը:
Եզրակացություն
Գերհաստ պղնձե տպագրված տախտակները լայնորեն օգտագործվում են լայնածավալ սարքավորումների հոսանքի կառավարման մոդուլներում՝ իրենց չափազանց հոսանքի հաղորդունակության պատճառով:Հատկապես ավելի համապարփակ գործառույթների շարունակական զարգացման հետ մեկտեղ, գերհաստ պղնձե տպագիր տախտակները պետք է բախվեն շուկայի ավելի լայն հեռանկարների հետ:Այս հոդվածը պարզապես հղման և հասակակիցների համար է:


 English en
English en 






