Autoteollisuuden elektroniikan ja tehoviestintämoduulien nopean kehityksen myötä erittäin paksuista 12 unssia ja sitä suuremmista kuparifoliolevyistä on vähitellen tullut eräänlaisia erityisiä piirilevyjä, joilla on laajat markkinanäkymät ja jotka ovat herättäneet yhä enemmän valmistajien huomion ja huomion;Laajan sovelluksen avulla
painetut piirilevyt elektroniikka-alalla laitteiden toiminnalliset vaatimukset ovat yhä korkeammat.Painetut piirilevyt eivät ainoastaan tarjoa tarvittavia sähköliitäntöjä ja mekaanista tukea elektronisille komponenteille, vaan ne myös saavat vähitellen lisää lisätoimintojen ansiosta erittäin paksut kuparifoliolevyt, jotka voivat integroida virtalähteitä, tarjota korkean virran ja korkean luotettavuuden, ovat vähitellen tulleet suosituiksi. piirilevyteollisuuden kehittämiä tuotteita ja niillä on laajat näkymät.
Tällä hetkellä alan tutkimus- ja kehityshenkilöstö on menestyksekkäästi kehittänyt a kaksipuolinen painettu piirilevy valmiin kuparin paksuus on 10 unssia peräkkäisen galvanoidun kuparin sakeuttamismenetelmän avulla + moninkertaisen juotosmaskin tulostusapu.Erittäin paksun kuparin tuotannosta on kuitenkin vähän raportteja monikerroksiset painetut levyt valmiin kuparin paksuus on vähintään 12 unssia;Tämä artikkeli keskittyy pääasiassa 12 unssin ultrapaksun kuparisen monikerroksisen painetun levyn tuotantoprosessin toteutettavuustutkimukseen.Paksun kuparin vaiheittain ohjattu syväsyövytystekniikka + kerroslaminointitekniikka, joka mahdollistaa 12 unssin ultrapaksujen kuparisten monikerroksisten painettujen levyjen käsittelyn ja tuotannon.
Valmistusprosessi
2.1 Pinottava suunnittelu
Tämä on 4-kerroksinen, ulompi/sisempi kuparipaksuus 12 oz, min leveys/tila 20/20mil, pinoa kuten alla:

2.1 Käsittelyvaikeuksien analysointi
❶ Erittäin paksu kuparin etsaustekniikka (kuparifolio on erittäin paksu, vaikea etsata): osta erityistä 12 OZ:n kuparifoliomateriaalia, ota käyttöön positiivisesti ja negatiivisesti ohjattu syväetsaustekniikka erittäin paksujen kuparipiirien syövytyksen toteuttamiseksi.
❷ Erittäin paksu kuparin laminointitekniikka: Yksipuolisen piiriohjatun syväsyövytyksen tekniikkaa tyhjiöpuristuksen ja -täytön avulla käytetään vähentämään tehokkaasti puristusvaikeutta.Samalla se auttaa silikonityynyn + epoksityynyn puristamisessa ratkaisemaan erittäin paksun kuparilaminaatin ongelmat Tekniset ongelmat, kuten valkoiset täplät ja laminointi.
❸ Saman viivakerroksen kahden kohdistuksen tarkkuusohjaus: laajenemisen ja supistumisen mittaus laminoinnin jälkeen, linjan laajenemisen ja supistumisen kompensointi;samaan aikaan linjatuotannossa käytetään LDI-lasersuorakuvausta varmistaakseen kahden grafiikan päällekkäisyyden tarkkuuden.
❹ Erittäin paksu kuparin poraustekniikka: Optimoimalla pyörimisnopeus, syöttönopeus, vetäytymisnopeus, poran käyttöikä jne. hyvän porauksen laadun varmistamiseksi.
2.3 Prosessikulku (esimerkiksi 4-kerroksinen levy)

2.4 Prosessi
Erittäin paksun kuparifolion ansiosta alalla ei ole 12 unssin paksuista kupariydinlevyä.Jos ydinlevy paksunnetaan suoraan 12 unssiin, piirien syövytys on erittäin vaikeaa ja syövytyksen laatua on vaikea taata;samalla vaikeus puristaa piiriä kertavalauksen jälkeen lisääntyy huomattavasti., Edessä suurempi tekninen pullonkaula.
Yllä olevien ongelmien ratkaisemiseksi tässä erittäin paksussa kuparin käsittelyssä erityinen 12 unssin kuparifoliomateriaali ostetaan suoraan rakennesuunnittelun yhteydessä.Piiri käyttää vaiheittain ohjattua syväsyövytystekniikkaa, eli kuparifolio syövytetään ensin 1/2 paksuudesta kääntöpuolelle → puristetaan paksun kupariydinlevyn muodostamiseksi → etsaus etupuolelle sisäkerroksen saamiseksi piirikuvio.Vaiheittaisen etsauksen ansiosta etsauksen vaikeus vähenee huomattavasti, ja myös puristusvaikeus vähenee.
❶ Viivatiedoston suunnittelu
Jokaiselle piirin kerrokselle on suunniteltu kaksi tiedostosarjaa.Ensimmäinen negatiivinen tiedosto on peilattava, jotta varmistetaan, että piiri on samassa asennossa eteenpäin/taakse-ohjauksen syväetsauksen aikana, eikä kohdistusvirheitä tapahdu.
❷ Käänteinen ohjaus piirigrafiikan syväetsaus

❸ Toissijaisen piirigrafiikan kohdistustarkkuuden säätö
Kahden viivan yhteensopivuuden varmistamiseksi laajenemis- ja supistumisarvo tulee mitata ensimmäisen laminoinnin jälkeen ja linjan laajenemisen ja supistumisen kompensaatiota on säädettävä;samaan aikaan,
LDI-laserkuvauksen automaattinen kohdistus parantaa tehokkaasti kohdistustarkkuutta.Optimoinnin jälkeen kohdistustarkkuutta voidaan säätää 25 um:n sisällä.

❹ Erittäin paksu kuparietsauksen laadunvalvonta
Ultrapaksujen kuparipiirien etsauslaadun parantamiseksi vertailutestauksessa käytettiin kahta menetelmää alkalinen syövytys ja happoetsaus.Tarkistuksen jälkeen happoetsatussa piirissä on pienemmät purseet ja suurempi viivanleveyden tarkkuus, mikä voi täyttää erittäin paksun kuparin etsausvaatimukset.Vaikutus näkyy taulukossa 1.

Askel askeleelta ohjatun syväsyövytyksen eduilla, vaikka laminoinnin vaikeus on vähentynyt huomattavasti, jos laminointiin käytetään tavanomaista menetelmää, siinä on edelleen monia ongelmia, ja on helppo tuottaa piilotettuja laatuongelmia, kuten laminointi valkoiset täplät ja laminoinnin delaminaatio.Tästä syystä prosessivertailutestin jälkeen silikonityynypuristuksen käyttö voi vähentää laminoituja valkoisia täpliä, mutta levyn pinta on epätasainen kuvion jakautuessa, mikä vaikuttaa kalvon ulkonäköön ja laatuun;jos myös epoksityynyä avustetaan, puristuslaatu paranee merkittävästi, voi täyttää erittäin paksun kuparin puristusvaatimukset.
❶ Erittäin paksu kuparilaminointimenetelmä

❷ Erittäin paksu kuparilaminaattilaatu
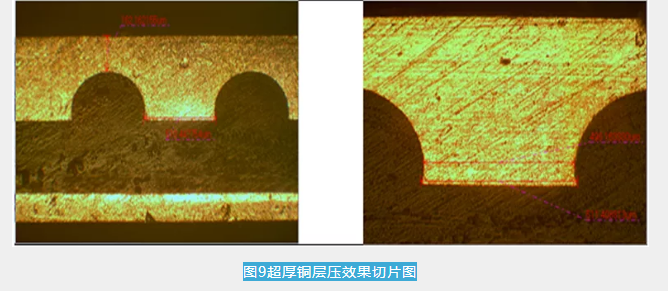
Laminoitujen viipaleiden kunnosta päätellen piiri on täysin täytetty, ilman mikrorakokuplia, ja koko syväsyövytetty osa on juurtunut syvälle hartsiin;samaan aikaan erittäin paksun kuparin sivuetsauksen ongelman vuoksi yläviivan leveys on paljon suurempi kuin kapeimman viivan leveys keskellä. Noin 20 um tämä muoto muistuttaa "käänteisiä tikkaita", mikä parantaa entisestään puristuksen pito, mikä on yllätys.
❷ Erittäin paksu kuparikerrostustekniikka
Käyttämällä edellä mainittua vaiheittain ohjattua syväsyövytystekniikkaa + laminointiprosessia, kerroksia voidaan lisätä peräkkäin erittäin paksujen kuparisten monikerroksisten painolevyjen käsittelyn ja tuotannon toteuttamiseksi;samalla kun ulkokerros tehdään, kuparin paksuus on vain noin n.6oz, perinteisen juotosmaskin prosessikapasiteetin alueella, vähentää huomattavasti juotosmaskin tuotannon prosessin vaikeutta ja lyhentää juotosmaskin tuotantosykliä.
Erittäin paksu kuparin porausparametrit
Kokonaispuristuksen jälkeen valmiin levyn paksuus on 3,0 mm ja kuparin kokonaispaksuus saavuttaa 160 um, mikä vaikeuttaa poraamista.Tällä kertaa porauksen laadun varmistamiseksi porausparametrit säädettiin erityisesti paikallisesti.Optimoinnin jälkeen viipaleanalyysi osoitti, että porauksessa ei ole vikoja, kuten naulapäitä ja karkeita reikiä, ja vaikutus on hyvä.





Yhteenveto
Erittäin paksun kuparisen monikerroksisen painolevyn prosessitutkimuksen ja -kehityksen kautta käytetään positiivisesti ja negatiivisesti ohjattua syväetsaustekniikkaa, ja silikonityynyä + epoksityynyä käytetään laminoinnin laadun parantamiseen laminoinnin aikana, mikä ratkaisee tehokkaasti erittäin paksun kuparipiirin etsauksen vaikeus Alan yleiset tekniset ongelmat, kuten erittäin paksut laminaattivalkoiset täplät ja juotosmaskin moninkertainen painatus, ovat onnistuneet toteuttamaan erittäin paksujen kuparisten monikerroksisten painolevyjen käsittelyn ja tuotannon;sen suorituskyky on todennettu luotettavaksi ja se on tyydyttänyt asiakkaiden erityistarpeet virran suhteen.
❶ Vaiheittainen ohjaus syväetsaustekniikka positiivisille ja negatiivisille viivoille: ratkaise tehokkaasti erittäin paksun kupariviivasyövytyksen ongelma;
❷ Positiivisen ja negatiivisen viivan kohdistuksen tarkkuuden ohjaustekniikka: parantaa tehokkaasti kahden grafiikan päällekkäisyyden tarkkuutta;
❸ Erittäin paksu kuparikerroslaminointitekniikka: toteuttaa tehokkaasti erittäin paksujen kuparisten monikerroksisten painolevyjen käsittelyn ja tuotannon.
Johtopäätös
Erittäin paksuja kuparisia painettuja levyjä käytetään laajalti suurten laitteiden tehonsäätömoduuleissa niiden ylivirranjohtavuuden vuoksi.Erityisesti kattavampien toimintojen jatkuvan kehittämisen myötä erittäin paksut kuparipainolevyt kohtaavat varmasti laajemmat markkinanäkymät.Tämä artikkeli on tarkoitettu vain viitteeksi ja viitteeksi kollegoille.


 English fi
English fi 






