S brzim razvojem automobilske elektronike i energetskih komunikacijskih modula, ultra-debele ploče od bakrene folije od 12 oz i više postupno su postale svojevrsne posebne PCB ploče sa širokim tržišnim izgledima, koje su privlačile sve više pažnje i pažnje proizvođača;Uz široku primjenu od
štampane ploče u oblasti elektronike, funkcionalni zahtjevi opreme su sve veći i veći.Štampane ploče ne samo da će pružiti potrebne električne veze i mehaničku podršku za elektronske komponente, već će im se postepeno davati i više Uz dodatne funkcije, ultra debele štampane ploče od bakarne folije koje mogu integrirati izvore napajanja, pružiti veliku struju i visoku pouzdanost postupno su postale popularne proizvodi koje je razvila PCB industrija i imaju široku perspektivu.
Trenutno je osoblje za istraživanje i razvoj u industriji uspješno razvilo a dvostrana štampana ploča sa gotovom debljinom bakra od 10 oz kroz slojevitu metodu sukcesivnog zgušnjavanja galvanizovanog bakra koji tone + pomoć pri štampanju višestrukih lemnih maski.Međutim, malo je izvještaja o proizvodnji ultra-debelog bakra višeslojne štampane ploče sa gotovim bakrom debljine 12oz i više;ovaj članak se uglavnom fokusira na studiju izvodljivosti proizvodnog procesa 12oz ultra-debelih bakarnih višeslojnih štampanih ploča.Debeli bakar, korak-po-korak kontrolisana tehnologija dubokog jetkanja + tehnologija laminacije, efektivno realizuje obradu i proizvodnju 12oz ultra-debelih bakarnih višeslojnih štampanih ploča.
Proces proizvodnje
2.1 Slaganje dizajna
Ovo je 4 sloja, spoljna/unutrašnja debljina bakra 12 oz, minimalna širina/prostor 20/20 mil, složite kao ispod:

2.1 Analiza poteškoća obrade
❶ Tehnologija jetkanja ultra-debelog bakra (bakrena folija je ultra-debela, teška za nagrizanje): kupite poseban materijal bakrene folije od 12OZ, usvojite pozitivno i negativno kontroliranu tehnologiju dubokog jetkanja kako biste realizirali jetkanje ultra-debelih bakrenih kola.
❷ Tehnologija laminacije ultra-debelog bakra: Tehnologija jednostranog dubokog jetkanja kontrolisanog krugom vakuumskim presovanjem i punjenjem koristi se za efikasno smanjenje težine presovanja.Istovremeno, pomaže pri presovanju silikonske podloge + epoksidne jastučiće kako bi se riješio problem ultra-debelog bakrenog laminata. Tehnički problemi kao što su bijele mrlje i laminacija.
❸ Precizna kontrola dva poravnanja istog sloja linija: mjerenje ekspanzije i kontrakcije nakon laminiranja, podešavanje kompenzacije ekspanzije i kontrakcije linije;u isto vrijeme, proizvodna linija koristi LDI lasersko direktno snimanje kako bi se osigurala tačnost preklapanja dvije grafike.
❹ Tehnologija bušenja ultra-debelog bakra: Optimiziranjem brzine rotacije, brzine pomaka, brzine povlačenja, vijeka bušenja, itd., kako bi se osigurao dobar kvalitet bušenja.
2.3 Tok procesa (uzmite 4-slojnu ploču kao primjer)

2.4 Proces
Zbog ultra debele bakrene folije, u industriji ne postoji ploča s bakrenim jezgrom debljine 12 oz.Ako je ploča jezgre direktno zadebljana na 12 oz, graviranje strujnog kola je vrlo teško, a kvalitet je teško garantirati;u isto vrijeme, teškoća presovanja kruga nakon jednokratnog oblikovanja također je znatno povećana., Suočavanje sa većim tehničkim uskim grlom.
Kako bi se riješili gore navedeni problemi, u ovoj ultradebeloj obradi bakra, specijalni materijal od bakrene folije od 12 oz se direktno kupuje tokom projektiranja konstrukcije.Kolo usvaja korak-po-korak kontrolisanu tehnologiju dubokog jetkanja, to jest, bakarna folija se prvo ugravira 1/2 debljine na poleđini → pritisne da formira debelu ploču od bakra → jetka se na prednjoj strani kako bi se dobio unutrašnji sloj uzorak kola.Zbog postupnog jetkanja, teškoća jetkanja je znatno smanjena, a smanjena je i težina presovanja.
❶ Linijski dizajn fajla
Dva seta datoteka su dizajnirana za svaki sloj kola.Prvu negativnu datoteku treba preslikati kako bi se osiguralo da je kolo u istoj poziciji tokom dubokog jetkanja kontrole naprijed/nazad i da neće doći do neusklađenosti.
❷ Kontrola obrnutog dubokog urezivanja grafike kola

❸ Kontrola preciznosti poravnanja grafike sekundarnog kola
Kako bi se osigurala podudarnost dvije linije, vrijednost širenja i kontrakcije treba izmjeriti nakon prvog laminiranja, a kompenzaciju proširenja i kontrakcije linije treba prilagoditi;u isto vrijeme,
Automatsko poravnanje LDI laserskog snimanja efikasno poboljšava tačnost poravnanja.Nakon optimizacije, tačnost poravnanja se može kontrolisati unutar 25um.

❹ Kontrola kvaliteta jetkanja super debelog bakra
Kako bi se poboljšao kvalitet jetkanja ultradebelih bakrenih kola, korištene su dvije metode alkalnog jetkanja i kiselog jetkanja za uporedna ispitivanja.Nakon verifikacije, krug nagrizanog kiselinom ima manje neravnine i veću tačnost širine linije, što može zadovoljiti zahtjeve jetkanja ultra-debelog bakra.Učinak je prikazan u tabeli 1.

Uz prednosti korak-po-korak kontroliranog dubokog jetkanja, iako je teškoća laminiranja uvelike smanjena, ako se za laminiranje koristi konvencionalna metoda, i dalje se suočava s mnogim problemima, a lako je proizvesti skrivene probleme kvalitete kao što je laminacija bijele mrlje i slojevitost.Iz tog razloga, nakon uporednog testa procesa, upotreba silikonskog presovanja može smanjiti laminiranje bijelih mrlja, ali površina ploče nije ujednačena s distribucijom uzorka, što utječe na izgled i kvalitetu filma;ako se pomaže i epoksidna podloga, kvaliteta prešanja je značajno poboljšana, može zadovoljiti zahtjeve presovanja ultra debelog bakra.
❶ Metoda laminacije super debelog bakra

❷ Kvaliteta super debelog bakrenog laminata
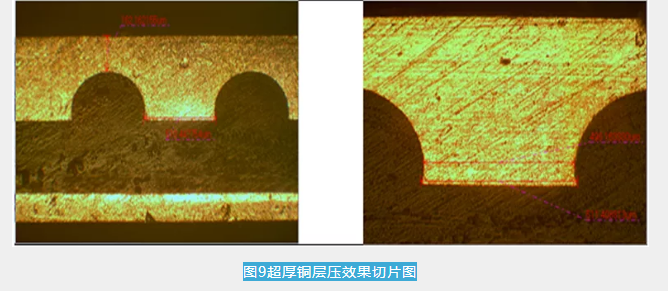
Sudeći po stanju laminiranih kriški, krug je potpuno popunjen, bez mehurića mikro proreza, a cijeli duboko urezani dio je duboko ukorijenjen u smolu;u isto vrijeme, zbog problema ultradebelog bakrenog bočnog jetkanja, širina gornje linije je mnogo veća od širine najuže linije u sredini Na oko 20 um, ovaj oblik podsjeća na "obrnute ljestve", što će dodatno poboljšati hvat pritiska, što je iznenađenje.
❷ Tehnologija nanošenja ultra-debelog bakra
Koristeći gore pomenutu, korak po korak kontrolisanu tehnologiju dubokog jetkanja + proces laminacije, slojevi se mogu dodavati sukcesivno kako bi se realizovala obrada i proizvodnja ultra-debelih bakarnih višeslojnih štampanih ploča;u isto vrijeme, kada je napravljen vanjski sloj, debljina bakra je samo oko cca.6oz, u rasponu mogućnosti procesa konvencionalne maske za lemljenje, uvelike smanjuje poteškoće procesa proizvodnje maske za lemljenje i skraćuje ciklus proizvodnje maske za lemljenje.
Ultra-debeli parametri bušenja bakra
Nakon potpunog presovanja, debljina gotove ploče je 3.0mm, a ukupna debljina bakra dostiže 160um, što otežava bušenje.Ovaj put, kako bi se osigurala kvaliteta bušenja, parametri bušenja su posebno prilagođeni lokalno.Nakon optimizacije, analiza rezova je pokazala da bušenje nema nedostataka kao što su glave eksera i grube rupe, a učinak je dobar.





Sažetak
Kroz istraživanje procesa i razvoj ultra-debele bakrene višeslojne štampane ploče, koristi se pozitivno i negativno kontrolisano duboko jetkanje, a silikonski jastučić + epoksidni jastučić se koristi za poboljšanje kvaliteta laminacije tokom laminacije, što efikasno rešava probleme poteškoće urezivanja ultradebelog bakrenog kola Uobičajeni tehnički problemi u industriji, kao što su ultra debele bele mrlje laminata i višestruka štampa za masku za lemljenje, uspešno su realizovali obradu i proizvodnju ultra debelih bakarnih višeslojnih štampanih ploča;njegova izvedba je potvrđena kao pouzdana i zadovoljila je posebnu potražnju kupaca za strujom.
❶ Korak po korak kontrola tehnologije dubokog jetkanja za pozitivne i negativne linije: efikasno riješi problem ultradebelog bakrenog graviranja;
❷ Tehnologija kontrole tačnosti poravnanja pozitivnih i negativnih linija: efektivno poboljšajte tačnost preklapanja dve grafike;
❸ Tehnologija laminiranja ultra-debelog bakra: efikasno realizuje obradu i proizvodnju ultra debelih bakarnih višeslojnih štampanih ploča.
Zaključak
Ultra debele bakrene štampane ploče se naširoko koriste u velikim modulima za kontrolu snage opreme zbog svojih performansi provodljivosti prekomerne struje.Posebno sa kontinuiranim razvojem sveobuhvatnijih funkcija, ultra debele bakrene štampane ploče će se suočiti sa širim tržišnim izgledima.Ovaj članak je samo za referencu i referencu za kolege.


 English en
English en 






